
你有没有想过,数控铣床的代码就像是一把神奇的钥匙,能解锁机器的潜能,让它按照你的意愿精准地加工出各种复杂的零件呢?今天,就让我带你一起走进数控铣床代码的世界,看看那些让人眼花缭乱的指令都是怎么一回事吧!
数控铣床代码的起源与演变

你知道吗,数控铣床的代码最早可以追溯到20世纪50年代。那时候,人们为了提高生产效率,减少人工操作,开始尝试用计算机来控制机床。于是,数控铣床应运而生,而代码也就成了它的灵魂。
随着时间的推移,数控铣床代码也在不断地演变。从最初的简易代码,到现在的G代码、M代码、F代码等,每一种代码都有其独特的功能和用途。现在,就让我们来一探究竟吧!
G代码:机床运动的指挥官
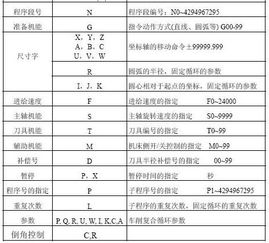
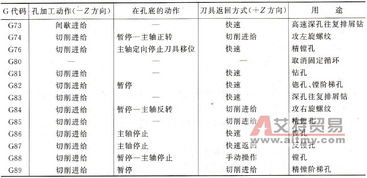
G代码,全称是“准备功能代码”,它是数控铣床代码中的核心部分。G代码负责指挥机床的运动,比如移动、定位、旋转等。下面是一些常见的G代码:
- G00:快速定位
- G01:线性插补
- G02:圆弧插补(顺时针)
- G03:圆弧插补(逆时针)
这些代码就像是指挥官手中的命令,让机床按照你的意图行动。
M代码:机床动作的执行者
M代码,全称是“辅助功能代码”,它负责控制机床的一些辅助动作,比如开关冷却液、启动主轴、夹紧工件等。下面是一些常见的M代码:
- M03:主轴正转
- M04:主轴反转
- M06:换刀
- M08:开启冷却液
这些代码就像是执行者,将你的意图转化为机床的实际动作。
F代码:切削速度的调控师
F代码,全称是“进给速度代码”,它负责控制机床的进给速度。进给速度是指刀具在加工过程中相对于工件的移动速度。F代码的值越大,进给速度就越快。
- F100:进给速度为100mm/min
- F200:进给速度为200mm/min
F代码就像是调控师,根据加工需求调整切削速度,确保加工质量。
数控铣床代码的应用实例
了解了这些代码后,我们来看看一个实际的应用实例。假设我们要加工一个圆柱体,我们可以这样编写代码:
G21 G90 G40 G49 G80
G00 X0 Y0
G01 Z-10 F100
G00 Z0
G01 X50 F200
G00 Z-10
G01 Y50 F200
G00 Z0
G01 X0 Y0
G28 G91 G21 G90 G40 G49 G80
这段代码的意思是:先设置单位为毫米,绝对定位,取消刀具半径补偿,取消刀具长度补偿,取消固定循环;然后快速定位到X0 Y0;接着以100mm/min的速度向下移动10mm;再快速定位到Z0;然后以200mm/min的速度向X方向移动50mm;再快速定位到Z-10;接着以200mm/min的速度向Y方向移动50mm;再快速定位到Z0;然后以200mm/min的速度向X方向移动回到原点;最后返回初始状态。
通过这段代码,数控铣床就能按照我们的意图加工出一个完美的圆柱体。
怎么样,现在你对数控铣床代码有没有更深入的了解呢?这些代码就像是机床的魔法咒语,掌握了它们,你就能轻松驾驭机床,创造出各种神奇的零件。不过,这只是一个开始,数控铣床代码的世界还有很多奥秘等待你去探索。让我们一起努力,成为数控铣床代码的高手吧!

