
你有没有想过,那些精密的金属零件是怎么从一块块原材料中诞生的呢?没错,就是通过神奇的线切割加工技术!今天,就让我带你一起探索线切割加工的奥秘,揭秘那些隐藏在背后的参数对照表吧!
一、线切割加工,揭秘神秘面纱

线切割加工,顾名思义,就是用一根细小的金属线作为切割工具,通过电火花放电的方式,将金属材料切割成所需的形状和尺寸。这种加工方式具有精度高、速度快、加工范围广等优点,广泛应用于航空航天、汽车制造、模具制造等领域。
二、线切割加工参数对照表,你的得力助手
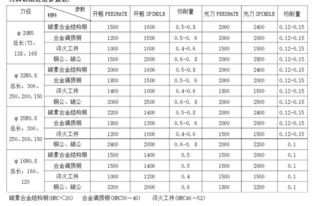
在进行线切割加工时,参数的选择至关重要。一个合适的参数对照表,就像你的得力助手,能帮助你轻松应对各种加工难题。下面,我们就来详细了解一下这些参数吧!
1. 电压

电压是线切割加工中最重要的参数之一。电压越高,放电能量越大,切割速度越快。但过高的电压会导致电极损耗加剧,甚至烧坏工件。一般来说,电压范围在10-30V之间,具体数值需根据工件材料和加工要求进行调整。
2. 电流
电流是线切割加工中的另一个关键参数。电流越大,放电能量越大,切割速度越快。但过大的电流会导致电极损耗加剧,甚至烧坏工件。一般来说,电流范围在0.5-2A之间,具体数值需根据工件材料和加工要求进行调整。
3. 走丝速度
走丝速度是指金属线在切割过程中移动的速度。走丝速度越快,切割速度越快,但过快的走丝速度会导致切割精度下降。一般来说,走丝速度范围在0.5-5m/min之间,具体数值需根据工件材料和加工要求进行调整。
4. 走丝张力
走丝张力是指金属线在切割过程中所受到的拉力。走丝张力过大,会导致金属线变形,影响切割精度;走丝张力过小,则会导致金属线断裂。一般来说,走丝张力范围在10-30N之间,具体数值需根据工件材料和加工要求进行调整。
5. 间隙
间隙是指电极与工件之间的距离。间隙过大,会导致切割速度下降;间隙过小,则会导致电极损耗加剧。一般来说,间隙范围在0.1-0.5mm之间,具体数值需根据工件材料和加工要求进行调整。
三、参数对照表的应用
在实际生产中,如何运用参数对照表进行线切割加工呢?以下是一些建议:
1. 根据工件材料和加工要求,选择合适的参数对照表。
2. 在加工过程中,密切关注各项参数的变化,及时调整。
3. 定期检查和维护设备,确保加工质量。
4. 积累经验,不断优化参数设置。
四、
线切割加工参数对照表是线切割加工过程中的重要工具。掌握这些参数,能帮助你更好地进行加工,提高生产效率。希望本文能为你提供一些帮助,让你在探索线切割加工的奥秘中,更加得心应手!

